
珠海著名免费景点旅游攻略,请收藏

大咖论楼 六位专家解读江门楼市

广东话百科:“啱啱”是什么时候?

联手小米智能家居,中山古镇探索“智能照明

深圳买房专题:政策、新盘二手房、豪宅税,

广州本地有啥特产酒吗?求告知#美食##广州#

拟设立“广州营商环境日”

深圳向新加坡看齐,要先迈过“三道坎”

珠海图远建设为旅游城市建设助力,与糖糖小

降了!肇庆万达住宅吹风6字头!隔壁盘半月

珠海一日游| 领略百年建筑的前世今生,品味

珠海房价六连跌,珠海楼市太冷了,6月第一

广东省肇庆市的4种特色美食,你都知道哪些

广东省佛山市的4种特色美食,你都知道哪些

深圳交通扩容!东莞2号三期将动工,设8站点

深圳建二手房价引导制度,定期公布全市商品

畅通双循环 构建新格局l 2020粤港澳大湾区

今晚有约未?江门有料到带你去吃深巷里的美
铜管为啥有焊瘤、沙眼、气孔、烧穿、焊漏等现象,怎么焊接和预防2022-5-25 19:18:37 495 9 |
| |
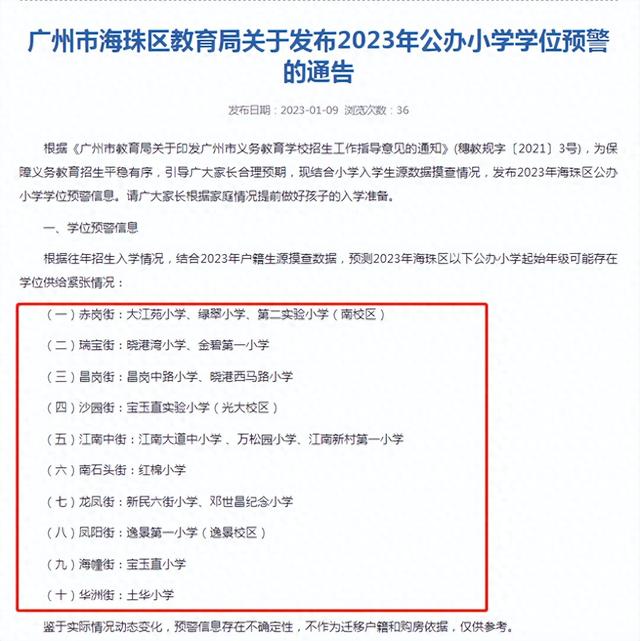
2023年伊始,家长们又要开始焦虑了。 最近,广

我觉得中山不是每个地方的房子都能投资的,为什么

每经记者:甄素静 每经编辑:魏文艺 广州超高得

中新网8月31日电 据广东省中山市住房和城乡建设局
乐居新媒体 吴文婷千人抢房、万人摇号,深圳楼市

记者从市规划和自然资源局获悉,广州国际金融城又

自家房子被法院拍卖了,房东又多花几百万买了回来
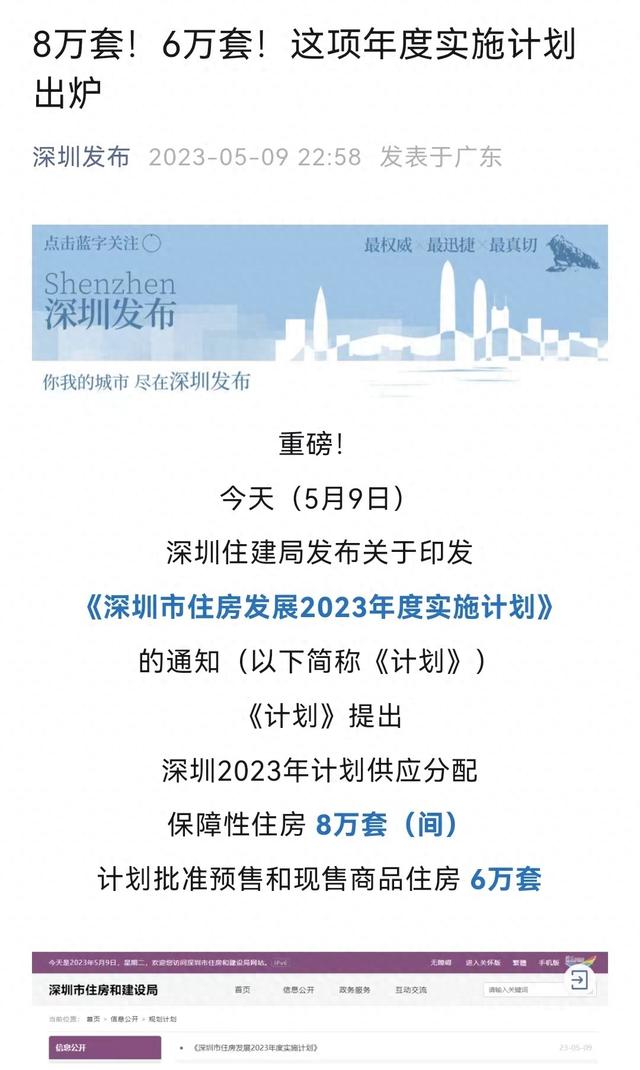
5月9日深圳住建局发布了《深圳市住房发展2023年度

惠州的购房政策。 1. 来惠州买房最先要了解的肯定

近日,珠海公示了新一批备案价。11月虽然时间仅过



微信公众号

穿越手机浏览

 |Archiver|手机版|小黑屋|珠海论坛,珠海旅游 — 珠海买房,安居生活论坛,珠海安居生活网
( 粤ICP备19158344号 )|网站地图|粤公网安备 44049002000641 号
|Archiver|手机版|小黑屋|珠海论坛,珠海旅游 — 珠海买房,安居生活论坛,珠海安居生活网
( 粤ICP备19158344号 )|网站地图|粤公网安备 44049002000641 号
珠海阿逸多网络科技有限公司 版权所有 © ZHUHAI.FIT
Powered by Discuz! X3.5|zhuhai.fit























 金牌会员
金牌会员







